铸造前准备:首饰树脂模型从工作台面取下后,把模型放在异丙醇中震荡清洗约1分钟 ,洗净附着在模型上的树脂余液。 树脂模型在打印机打印过程中光照整体 强度不足,在清洗后需要放进固化箱内 固化30min ,才能满足后期制作对模型的硬度要求。
种蜡树
1.树脂模型上树前需要清理去除掉多余支撑物 件,并再次清洗干净。
2.清洗树脂后,便可安装水口蜡并开始上树。 种树时遵循轻薄件在上,厚重件在下的原则。


进钢盅
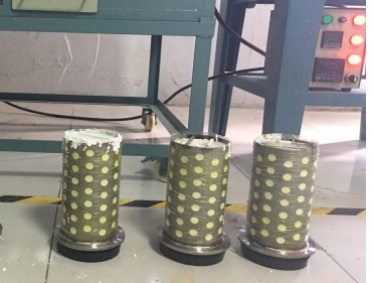
1.用胶纸把钢盅缠绕好,胶纸的高度应该比钢 盅高2-3厘米。
2.将蜡树放进钢盅里,保持蜡树不歪的情况下, 蜡树与钢盅壁的距离至少要在5mm以上。


调配石膏粉
1.调配比例石膏粉 1kg与水350- 400ml(20~28 ℃ 的可供直接饮用的纯净水)。
2.先倒入一半水到真空搅拌机,再倒石膏粉,然 后再把剩下的水倒进去,最后抽真空完全混合好。


灌浆待凝
1.灌浆时间需要严格控制在9分钟内,利用真空 搅拌机把石膏粉倒入钢盅, 并停留20-30分钟固化。取出在室温
2.等待3个小时,便可去除钢盅外壁 的胶纸并取出胶底,接下来就可以进行烘烤脱蜡 了。
入炉焙烧1
第1种模式
A:蜡模型开始脱落,温度从0 ℃到200 ℃设置两小 时,从200 ℃到780℃ 设置3小时,根据不同大小 厚度的戒指降温倒模,升温的速度应根据钢盅的 大小数量、模型的厚度及体积进行调整。
B:在保持780 ℃6个小时内树脂气化完成,且保温 时间应根据钢盅的大小数量、模型的厚度及体积 进行调整。
入炉焙烧2
A:从500 ℃入炉经过两小时达到780 ℃。全连铸提高 了生产效率。
B:780 ℃保持4个小时,树脂气化完成,保温时间应根 据钢盅的大小数量、模型的厚度及体积进行调整。
注意:必须使用高温石膏粉。

铸造
1.C 阶段的温度为模型铸造温度,选择所需的 倒模温度保温半小时(D阶段)。
2.用中频倒模机进行熔金属抽真空加压倒模铸 造。倒满金属液之后,稍后取
出放置自然
冷却, 冷却时间为 5~10分钟。


铸造成品件

